Giải pháp dây chuyền lắp ráp tai nghe
Bài toán khách hàng cần giải quyết
Khách hàng đang đối diện với những khó khăn trong dây chuyền sản xuất tai nghe:
- Tăng sản lượng sản xuất: Chu kỳ hiện tại là 50.5 giây/sản phẩm, trong khi khách hàng mong muốn rút ngắn xuống 9 giây/sản phẩm.
- Giảm chi phí nhân công: Với layout hiện tại, để đạt sản lượng UPH 440 pcs/h cần tới 29.11 công nhân. Theo phương án của HTV, chỉ cần 7 công nhân.
- Kiểm soát chất lượng: Hiện nay các thao tác chủ yếu thực hiện bằng tay, kiểm tra bằng mắt nên dễ bỏ sót lỗi. Khách hàng mong muốn tự động hóa thao tác và kiểm tra bằng máy để đảm bảo chính xác.
- Nâng cao tính chuyên nghiệp: Quy trình thủ công hiện tại khi bị audit thường bị đánh giá là thiếu chuyên nghiệp.
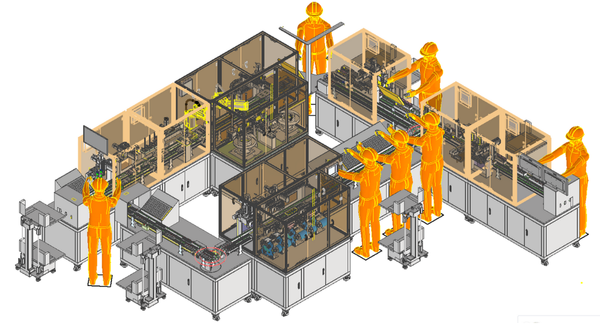
Giải pháp của HTV Việt Nam
HTV đề xuất dây chuyền tự động lắp ráp tai nghe với sự kết hợp của nhiều cụm máy (Machine 1 – 9).
- Dây chuyền này vừa tự động hóa các công đoạn then chốt, vừa tích hợp kiểm tra inline nhằm phát hiện lỗi ngay lập tức.
- Cycle time trung bình đạt 9 giây/sản phẩm, đáp ứng mục tiêu của khách hàng.
- Nhân sự chỉ cần 7 người vận hành thay vì gần 30 người như trước.
Giải pháp chi tiết từng máy
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
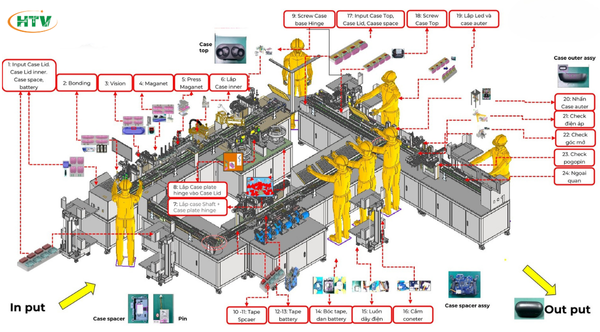
1. Công đoạn cấp liệu (CS1 – SC2)
|
Công nhân đặt nguyên liệu vào JIG, băng tải tự động chuyển sang công đoạn tiếp theo
|
32s
|
8s
|
1. Công nhân sử dụng hai tay để lấy nguyên liệu và đặt đúng vào vị trí quy định.
2. Khi đã cấp đủ, công nhân đặt JIG lên băng tải. 3. JIG cùng nguyên liệu sẽ được chuyển sang công đoạn kế tiếp, đồng thời một JIG mới sẽ được đưa đến để tiếp tục quá trình cấp liệu. |
|
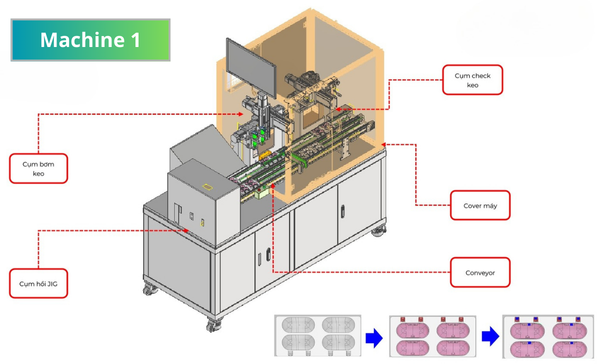
2. Công đoạn bơm keo (SC3)
|
Robot định vị và bơm keo tại 5 điểm, đảm bảo độ chính xác.
|
12s
|
3s
|
1. JIG chặn được đẩy lên và cố định JIG cùng nguyên liệu.
2. Cảm biến xác nhận JIG + nguyên liệu đã vào vị trí, sau đó cơ cấu nâng JIG lên và hạ xuống để định vị chính xác. 3. Robot tiến hành bơm keo đồng thời tại 2 vị trí, tổng cộng 5 điểm bôi keo. |
|
3. Công đoạn kiểm tra (SC3)
|
Camera kiểm tra keo. Nếu OK → qua công đoạn kế tiếp; nếu NG → còi báo, dừng line
|
12s
|
3s
|
Hệ thống gồm 2 camera thực hiện kiểm tra tại từng vị trí bôi keo.
- Nếu đạt (OK): sản phẩm sẽ tự động chuyển sang công đoạn tiếp theo. - Nếu lỗi (NG): còi và đèn đỏ báo động, dây chuyền dừng lại chờ công nhân xử lý. Các công đoạn kế tiếp sẽ không thực hiện tự động trên sản phẩm NG. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
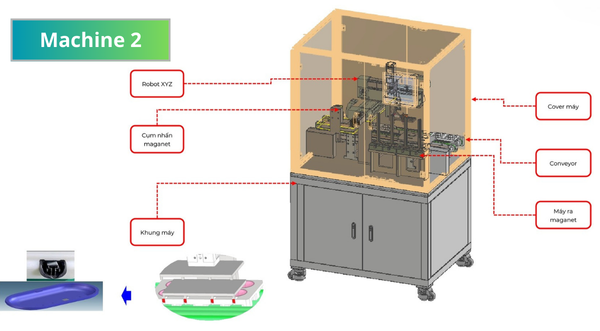
4. Lắp nam châm (SC3
|
Máy cấp nam châm tự động, tay gắp đặt 2 nam châm cùng lúc.
|
24s
|
6s
|
1. Jig và nguyên liệu được cố định tại đúng vị trí.
2. Máy cấp nam châm đưa vào 2 nam châm cùng lúc. 3. Tay gắp nam châm đặt nam châm vào đúng vị trí yêu cầu. 4. Cơ cấu hút nam châm định vị chính xác và đưa nam châm vào đúng chỗ. Lưu ý: Máy có khả năng cấp 130 nam châm/lần, thời gian cấp khoảng 10 phút/lần. |
|
5. Ép nam châm (SC3)
|
Jig ép chặt nam châm vào đúng vị trí, đảm bảo độ chắc chắn.
|
12s
|
3s
|
1. Jig và nguyên liệu được cố định tại đúng vị trí.
2. Jig nhấn nam châm 2 lần liên tiếp để ép chặt nam châm vào vị trí chuẩn xác. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
|---|---|---|---|
|
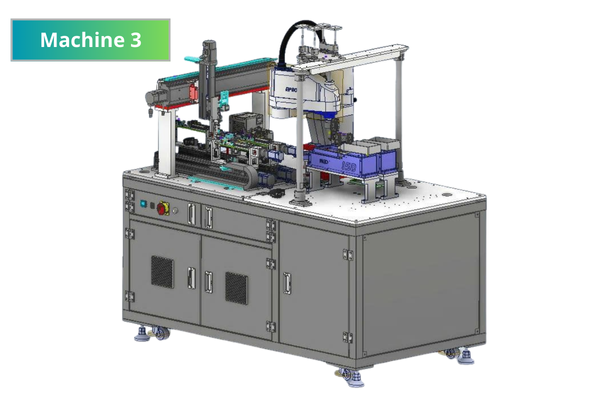
7. Lắp ráp Case Shaft + Case Plate hinge ( SC3)
|
Robot lắp ráp tự động, đảm bảo độ chính xác cao và giảm sai sót so với thao tác thủ công.
|
34s
|
8s
|
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
6. Lắp Case Inner vào Case LID (SC2)
|
Robot SCARA gắp và lắp tự động
|
24s
|
6s
|
1. Jig và nguyên liệu được cố định chính xác tại vị trí làm việc.
2. Robot SCARA di chuyển, hút Case Inner và lắp vào Case LID. |
|
8. Lắp Case LID và Case Plate Hinge (SC3)
|
Robot gắp bản lề và lắp vào Case LID.
|
32s
|
8.5s
|
Robot gắp Case Plate Hinge và lắp vào Case LID.
|
|
9. Bắn vít (SC3)
|
Robot bắn 4 vít cố định, thay thế thao tác thủ công.
|
20s
|
5s
|
1. Jig và nguyên liệu từ line 1 được cố định chính xác.
2. Robot kẹp 2 nắp vít và thả vào đúng vị trí trên Jig ép. 3. Súng bắn vít lấy vít từ máy cấp vít và tiến hành bắn vào 4 vị trí quy định. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
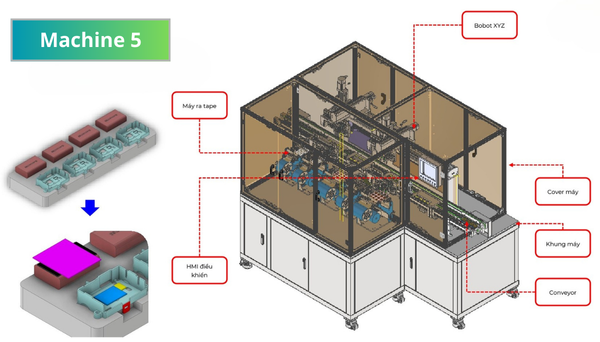
10 – 11. Dán tape – Nhấn tape 1 (SC5)
|
Robot XYZ dán tape tại 2 vị trí
|
26s
|
6s
|
1. JIG di chuyển trên băng tải và được cố định tại vị trí thao tác.
2. Robot XYZ thực hiện dán tape theo vị trí đã cài đặt. 3. Robot tiến hành dán tape tại vị trí số 1 và số 2. |
|
12 – 13. Dán tape – Nhấn tape 2 (SC5)
|
Robot dán thêm 3 vị trí còn lại
|
26s
|
6s
|
1. JIG di chuyển trên băng tải và được cố định tại vị trí thao tác.
2. Robot XYZ thực hiện dán tape theo vị trí đã cài đặt. 3. Robot tiến hành dán tape tại các vị trí số 3, 4 và 5. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
14 – 15 – 16. Lắp ghép Battery + Mạch (SC6)
|
Công nhân hỗ trợ lắp battery + mạch vào Case Spacer, cố định bằng tape và cắm connector.
|
36s
|
9s
|
1. Công nhân lấy pin từ JIG và dán băng dính (tape) lên battery.
2. Công nhân bóc lớp tape và cố định battery vào Case Spacer. 3. Công nhân sắp xếp dây dẫn và cắm connector vào mạch. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
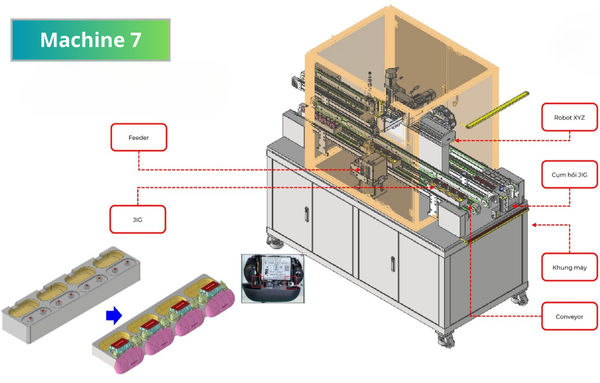
17. Công đoạn cấp Top + Case Outer + Case Lid (SC3)
|
Công nhân đặt nguyên liệu vào line.
|
36s
|
9s
|
1. Công nhân nhận nguyên liệu từ cuối Line 1 và Line 3 bằng xe nâng.
2. Đặt sản phẩm vào JIG của Line 2. 3. Thả JIG lên băng tải Line 2 để chuyển sang công đoạn tiếp theo. |
|
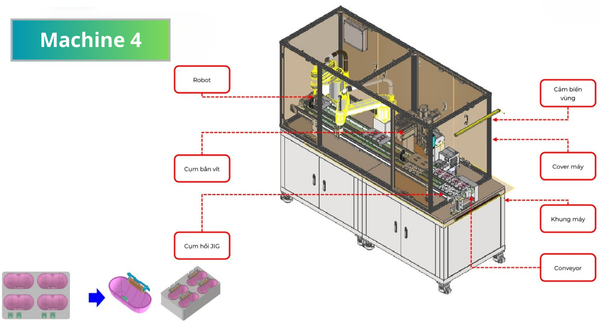
18. Công đoạn bắn vít
|
Máy bắn vít tự động với 8 điểm.
|
20s
|
5s
|
1. Cụm chặn đỡ 1 và cụm chặn đỡ 2 giữ và định vị JIG cùng nguyên liệu trước khi máy bắn vít hoạt động, đảm bảo không bị dồn JIG.
2. Súng bắn vít tự động lấy vít từ máy cấp vít, bắn vào 8 điểm để cố định mạch. |
|
19. Công đoạn lắp LED và Case Outer
|
Công nhân gắn LED, robot cố định cụm Case Outer.
|
32s
|
8s
|
1. Công nhân gắn LED vào Case Outer.
2. Đặt Case Outer vào JIG và úp Case Top lên trên. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
20. Lắp ráp case top vào case assy
|
Jig ép hoàn thiện sản phẩm.
|
20s
|
5s
|
1. Jig và nguyên liệu được cố định tại đúng vị trí.
2. Jig ép xuống 2 lần để hoàn tất thao tác lắp ráp. |
|
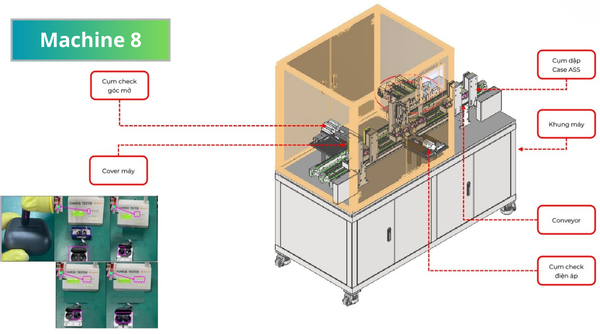
21. Kiểm tra điện
|
Jig test điện áp, kết quả hiển thị trên PC.
|
32s
|
8s
|
1. Jig kết nối và cắm vào sản phẩm.
2. Cụm đầu hút mở nắp sản phẩm, Jig test lần lượt được đẩy xuống. 3. Sau khi kiểm tra xong, cụm đầu hút đóng nắp sản phẩm, Jig rút kết nối. 4. Nếu OK, sản phẩm chuyển sang công đoạn tiếp theo. 5. Nếu NG, đèn tháp báo để công nhân xử lý. Trường hợp sản phẩm bị loại, vị trí test tại công đoạn sau sẽ tự động bỏ qua. 6. Xilanh đẩy cụm test sang vị trí tiếp theo để kiểm tra 2 sản phẩm còn lại. 7. Kết quả NG được hiển thị trên màn hình PC cuối line. |
|
22. Kiểm tra góc mở
|
Jig test độ mở nắp, phân loại OK/NG
|
32s
|
8s
|
1. Jig và nguyên liệu được cố định tại đúng vị trí, cụm đầu hút ép xuống.
2. Cụm đầu hút mở nắp sản phẩm, Jig test lần lượt được đẩy vào. 3. Sau khi kiểm tra xong, cụm đầu hút đóng nắp sản phẩm. 4. Nếu OK, sản phẩm được chuyển sang công đoạn tiếp theo. 5. Nếu NG, đèn tháp báo để công nhân xử lý. Trường hợp sản phẩm bị loại, vị trí test tại công đoạn sau sẽ tự động bỏ qua. 6. Xilanh dịch chuyển sang vị trí tiếp theo để kiểm tra 2 sản phẩm còn lại. |
|
Công đoạn
|
Chi tiết
|
Cycle time công đoạn
|
Cycle time sản phẩm
|
Nguyên lý hoạt động
|
|---|---|---|---|---|
|
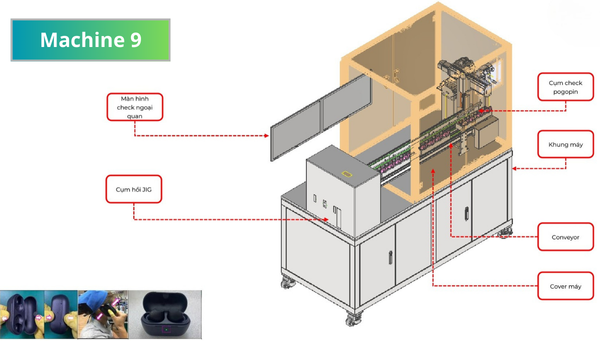
23. Kiểm tra Pogo Pin
|
Robot đơn trục kiểm tra độ nhún của pin.
|
32s
|
8s
|
1. Robot đơn trục gắn cảm biến để kiểm tra độ nhún của chân pin.
2. Robot di chuyển đến các vị trí đã được thiết lập sẵn để thực hiện kiểm tra. 3. Mỗi lần robot kiểm tra 1 sản phẩm, bao gồm 4 vị trí. |
|
24. Kiểm tra ngoại quan
|
Công nhân kiểm tra thủ công (độ ồn, độ lắc, ngoại hình), sau đó phân loại thành phẩm/NG.
|
32s
|
8s
|
1. Công nhân lấy Jig và nguyên liệu về bàn thao tác.
2. Tiến hành kiểm tra ngoại quan và chốt pin. 3. Kiểm tra độ ồn, độ lắc và thao tác mở nắp. 4. Nếu đạt (OK), đặt vào tray thành phẩm; nếu lỗi (NG), đặt vào tray NG. |
|
Công đoạn kiểm tra (SC3)
|
Camera kiểm tra keo. Nếu OK → qua công đoạn kế tiếp; nếu NG → còi báo, dừng line
|
12s
|
3s
|
Hệ thống gồm 2 camera thực hiện kiểm tra tại từng vị trí bôi keo.
- Nếu đạt (OK): sản phẩm sẽ tự động chuyển sang công đoạn tiếp theo. - Nếu lỗi (NG): còi và đèn đỏ báo động, dây chuyền dừng lại chờ công nhân xử lý. Các công đoạn kế tiếp sẽ không thực hiện tự động trên sản phẩm NG. |
Kết quả
- Chu kỳ đạt chuẩn 9s/sản phẩm – đáp ứng yêu cầu tăng sản lượng.
- Giảm 75% nhân công, chỉ cần 7 người thay vì gần 30 người.
- Kiểm soát chất lượng chặt chẽ nhờ camera, robot và test điện tự động.
- Tăng tính chuyên nghiệp trong quy trình, dễ dàng vượt qua các đợt audit của đối tác quốc tế.





